Analysis of the Influence of Electrical Discharge Machining Parameters on Surface Roughness of CK45
Article information
Abstract
Electrical discharge machining is an unconventional machining process in which successive sparks applied to machine the electrically conductive materials. Any changes in electrical discharge machining parameters lead to the pieces with distinct surface roughness. The electrical discharge machining process is well applied for high hardness materials or when it is difficult to use traditional techniques to do material removing. Furthermore, this method is widely applied in industries such as aerospace, automobile, molding, and tool making. CK45 is one of the important steels in industrial and electrical discharge machining can be considered as a proper way for its machining because of high hardness of CK45 after thermal operation of the electrical discharge machining process. Optimization of surface roughness as an output parameters as well as electrical discharge machining parameters including current, voltage and frequency for electrical discharge machining of CK45 has been studied using copper tools and kerosene as the dielectric. For such a purpose and to achieve the precise statistical analysis of the experiment results design of experiment was applied while non linear regression method was chosen to assess the response of surface roughness. Then, the results were analyzed by means of ANOVA method and machining parameters with more effects on the desired outputs were determined. Finally, mathematical model obtained for surface roughness.
1. Introduction
Nowadays, CK45 is an important material and widely applied in molding and military industries. Machining of this steel imposes a high cost and numerous problems after a thermal operation which increases hardness and tool wear resistance. Moreover, surface roughness of the machined piece greatly influences on the quality of the generated pieces (machined parts) in the molding industry. One of the methods which is appropriate for machining of the alloys and is not dependant on the hardness and strength of the workpiece is electrical discharge machining (EDM) [1]. EDM is the process of machining electrically conductive materials by using precisely controlled sparks that occur between an electrode and a workpiece in the presence of a dielectric fluid. The electrode may be considered as the cutting tool [2]. EDM differs from most chip-making machining operations in that the electrode does not make physical contact with the workpiece for material removal. Since the electrode does not contact the workpiece, EDM has no tool force. The electrode must always be spaced away from the workpiece by the distance required for sparking, known as the sparking gap [3]. Should the electrode contact the workpiece, sparking will cease and no material will be removed. The spark removes material from both the electrode and workpiece, which increases the distance between the electrode and the workpiece at that point. EDM is a thermal process; material is removed by heat. The area heated by each spark is very small so the dielectric fluid quickly cools the vaporized material and the electrode and workpiece surfaces. However, it is possible for metallurgical changes to occur from the spark heating the workpiece surface [4]. EDM is a complex process that includes many input and output parameters [5]. On the other hand, formation of multiple holes on the workpiece surface because of EDM nature and increase in surface roughness of workpiece considered as one of the main problems in EDM process. Since the dimension of the generated holes is influenced by different input parameters, controlling these parameters is so challenging to reach to the surface quality and precise and predetermined dimensions. The more precise ways to reduce surface roughness of different materials with are now being investigated. Lee et.al studied the effects of input parameters of EDM process to machine tungsten carbide in 2001. They reported that the best choice is copper electrode and the best machining performance occurs when the electrode polarity is the cathode and the workpiece polarity is a anode [6]. Ashish investigated the optimum value of input process parameters including pulse current, voltage, gap and pulse time to achieve maximum material removal rate and minimum tool wear rate by using the Taguchi method for a carbon composite sample [7]. Kibria et.al studied the effect of different dielectrics (deionized water, kerosene, boron carbide powder dissolved in oil) on surface roughness and the side gap produced between tool and workpiece using a titanium alloy Ti-6AL-4V workpiece and by means of tungsten tool in EDM process [8]. According to their report in comparison among deionized water, kerosene and boron carbide dissolved in oil the lowest surface roughness and side gap is for deionized water and the largest amount is in the case of boron carbide dissolved in oil. Lin et al. did researches on the way of machining as well as flexural strength of tungsten carbide by considering the electrical discharge energy in EDM process [9]. They concluded that if the electrical discharge energy of material removal rate increases, surface roughness and superficial cracks meaningfully rise and subsequently decreases flexural strength of workpiece. Ghanem et al. analyzed the effect of pulse current on the surface accuracy of steel types X155CrMoV12 and X2CrNiMo17 in 2003 [10]. Tomadi et al. showed that the quality of the workpiece surface machined by EDM is significantly dependent on the energy of each spark by doing experiments on surface roughness in the EDM process of tungsten carbide [11]. In addition, according to their experiments increase in pulse off time leads to increase in spark discharge current of surface roughness. The present article focuses on studying the effects of parameters such as spark current intensity, frequency and voltage on surface roughness as an output parameter in machining operation of CK45 and presenting a model for surface roughness determination and preventing the conventional trial and error method.
2. Design of experiments
Design of experiments (DOE) is one of the useful techniques to find the main effective variables of the desired qualitative characteristics of the process [12]. Now there are four DOE methods available: Classical, Taguchi, full factorial and RMS designs, each of them with its own application but analysis through Taguchi method is easier compared with others. There is some software with their specific computational methods though they almost reach to the same results. In this study, DOE was done via full factorial design in Mintab software and the effects of the most important machining parameters i.e. spark discharge current, spark voltage and frequency on surface roughness were investigated. Frequency obtained according to equation 1.

Where, Ton is pulse on time, Toff is pulse off time
In these experiments, tool and workpiece were considered negative and positive respectively. Table 1 gives the ways to do experiments, adjusting the input parameters of the experiments and the variation levels.
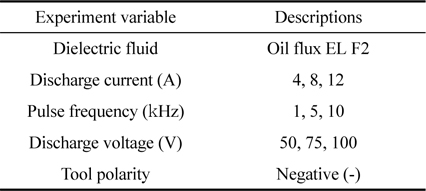
Input parameters of EDM and variation levels
3. Experimental
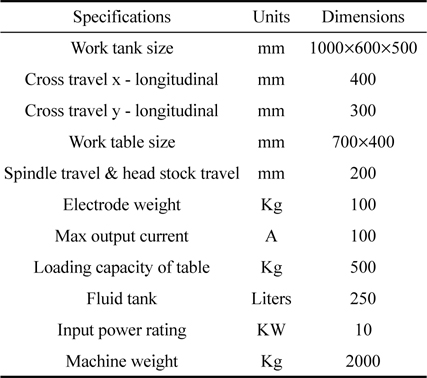
This section summarizes the equipments used in the experiments of EDM, workpiece materials, the applied tools and design parameters.
3.1 Workpiece
CK45 steel was used as the workpiece in this experiment for electrical discharge machining. Because of large amount of carbon content in its structure CK45 has high erosion resistance and a hardness of about 50 HRC (Rockwell C). This steel widely applied in industries as production of cutting mold, blades, cutting tools, etc.. Tables 2 give the mechanical and physical properties of CK45. The workpiece dimension is 5×150×150 mm3.
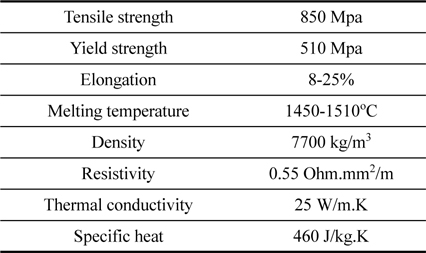
Mechanical and physical properties of CK45
3.2 Electrode tool
Copper was selected as the material of the electrode tool with a diameter of 10 mm and a length of 30 mm. The workpiece was prepared for the experiments after cutting and then stoning (grinding) both sides of the electrode tool. It was connected to the negative pole of the system.
3.3 Dielectric
Kerosene was used as dielectric in these experiments.
4. Surface roughness measurement
Surface roughness meter DIAVITE COMPACT with a precision of 0.001 µm was used to measure the surface roughness of the machined pieces.
5. Design parameters, experiments and analyzing response variablez
The effects of three input variables including intensity of spark discharge current; spark voltage and frequency on the process response i.e. surface roughness were analyzed in the present study. The most important parameter for pieces after machining operation is surface roughness. Surface roughness was measured by surface roughness meter DIAVITE COMPACT. Surface roughness of the samples was measured with a precision of 0.01 µm according to Ra standard. Lc = 0.8 mm, Lm = 3.2 mm and Lt = 4.8 mm were chosen as measuring parameters of surface roughness.
Lt: Traverse length
Lm: Total length of traverse
Lc: Cut off length
The probe of the system moved 6 times in each 0.8 mm. Due to the probe acceleration surface roughness was not measured at the first and the end. Measurement of surface roughness was repeated 3 times and the average was calculated in order to reach the more accurate value. The obtained results are given in Table 4.
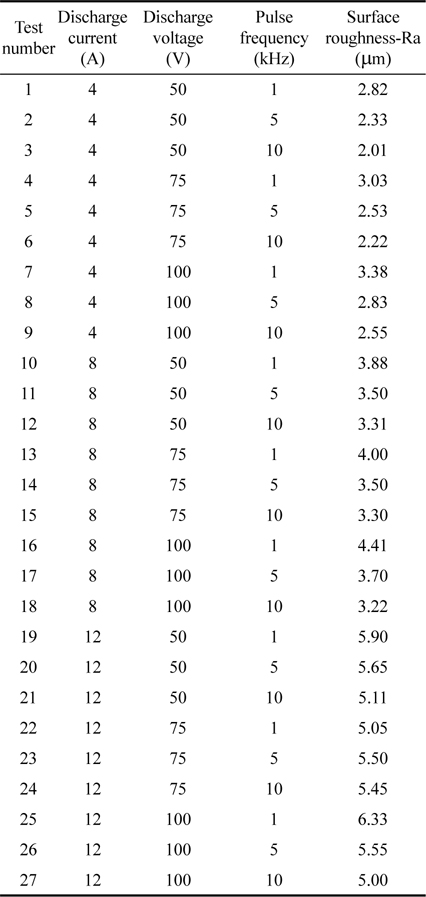
Design of experiments and surface roughness results
6. Analysis of surface roughness response
Statistical analysis of process by DOE technique was utilized to precisely analyze the results of the experiments, determine the main and most effective parameters and mutual effects in addition to assess the responses. Statistical analysis of these results was performed by Minitab software and the proper regression model was derived. If R2 > 0.950 and R2 (adjusted)> 0.950 then statistical analysis of data implies the accuracy of the regression model [13]. The values of R2 and R2 (adjusted) given in table 5 emphasize on the accuracy of the regression models and the values measured for surface roughness.
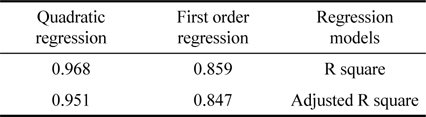
Values of R2 and R2 (adjusted) the regression models
According to this table, it can be concluded that the quadratic regression model has a smaller error in comparison with the first degree (linear) regression model so the later one is not acceptable. Therefore, the second degree regression model is recommended for doing experiments. Equation 2 generally shows the regression of surface analysis to estimate the response. I, F, V and Ra are respectively pulse current (A), pulse frequency (Hz), voltage (V) and surface roughness (µm).

To verify this equation and considering I = 10, V = 75 and F = 5 the value of surface roughness obtained by theoretical equation was 5.38 and practically was 5.12 which demonstrates an error of about 5% that is acceptable.
7. Effects of input parameters on surface roughness
Fig. 1 illustrates the effect of current, frequency and voltage of the spark on surface roughness of CK45. According to this figure and equation 1, an increase in pulse on time and subsequent reduction of frequency enhances surface roughness because rise in each spark energy is a result of increase in pulse on time and eventually leads to growth of the holes generated by machining As seen in Fig. 1, Ra-I curve has a greater slope compared with Ra-V and Ra-f curves so as machining current rises it causes more significant impact on surface roughness in comparison with increases in pulse on time or reduction of frequency. It shows that the amount of discharged energy of each spark in the EDM process plays a more important role than the density of spark energy. On the other hand, an increase in voltage has no considerable effect on surface roughness.
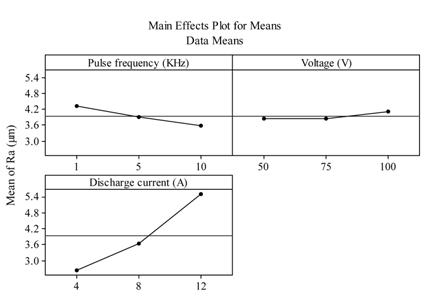
Effect of input parameters on surface roughness.
Increase in voltage causes an increase in the stability of plasma channel and it lessens the deviation of the location where the effect of sparks is seen one side on the tool and the other side on the workpiece. So, the deviation of the spark is reduced and consequently increase in voltage has no great effect on the surface roughness. The time required for energy absorption of workpiece increases when pulse on time being increased. As a result, more material is removed from the workpiece and surface roughness will be increased. Moreover, pulse off time has no significant effect on the surface roughness and it depends more on pulse on time and current of spark. Considering equation 1, it would be possible to achieve the desired surface roughness by changing these two parameters.
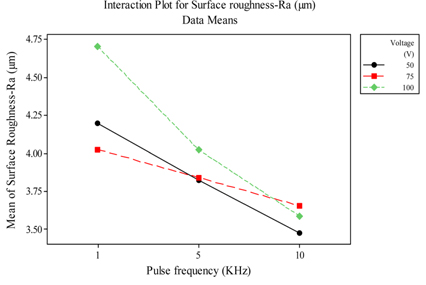
Fig. 2 demonstrates the simultaneous effect of input parameters on surface roughness. Considering this figure, surface roughness is highly influenced if current and frequency simultaneously rise. Great slope of each curve indicates mark able effect of relevant parameter on surface roughness.
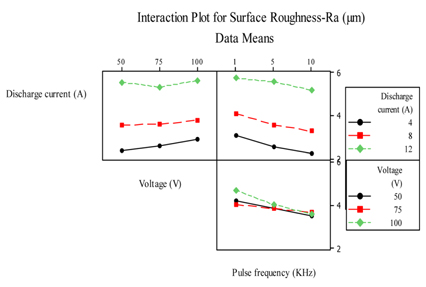
Simultaneous effects of input parameters on surface roughness.
Simultaneous effect of current and frequency of surface roughness is illustrated in Fig. 3. As seen in this figure, surface roughness of the workpiece is increased by decreasing the frequency and increasing the current. The best surface quality will be obtained at low current and pulse on time that both parameters lead to increase in frequency.
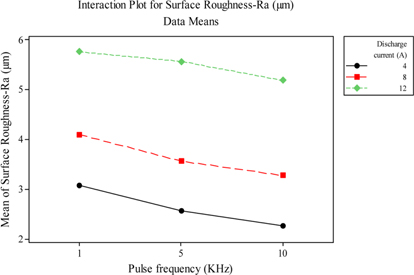
Simultaneous effect of current and frequency on surface roughness.
Fig. 4. shows the simultaneous effect of voltage and frequency on surface roughness. According to this figure, increase in pulse on time and reduction of frequency rises surface roughness at a fixed voltage.
Simultaneous effects of voltage and frequency on surface roughness.
The mutual effects of pulse current and frequency are indicated in Fig. 5. According to the results, increase in pulse current at a specific frequency rises surface roughness and the minimum surface roughness will be obtained in the lowest current and greatest amount of frequency.
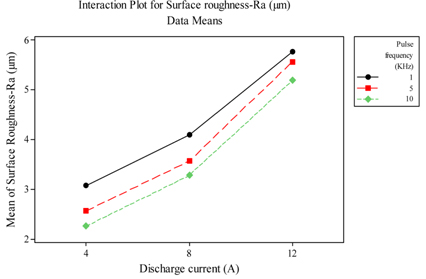
Simultaneous effect of current and frequency on surface roughness.
Variations in surface roughness of CK45 samples are shown in Figs. 6, 7 and 8 by means of surface plots. The effects of current and voltage, current and frequency, and voltage and frequency are respectively shown in Figs. 6, 7, and 8.

Effect of current and frequency on surface roughness.
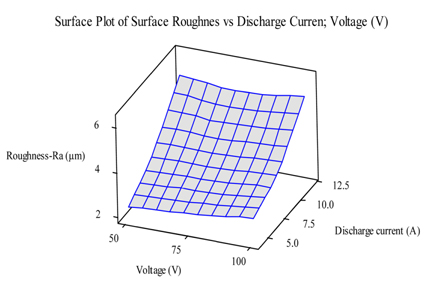
Effect of current and voltage on surface roughness.
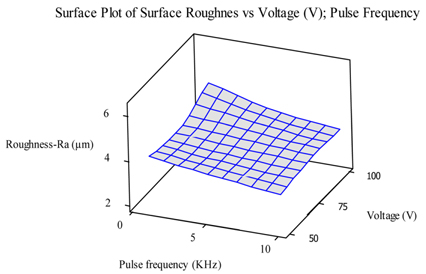
Effect of voltage and frequency on surface roughness.
Analysis of data reveals that pulse current has greater effect than other parameters. Generally, surface plot for the response of surface roughness versus current and voltage indicates that increase in current and voltage rises surface roughness. When voltage increases the electric field gap in a plasma channel also increases and it leads to the presence of larger amounts of electrons and ions. As a result, the more ions with a greater deal of energy collide the work-piece and increase surface roughness [14]. Fig. 6 shows that since pulse in the time increases frequency decrease and slope of surface roughness increases. Considering the investigations, it seems that the plasma channel expands at the location of electric arc and inside the dielectric with reduction of frequency or increase in pulse on time in each machining cycle which influences on increase in surface roughness [14]. According to Fig. 7, the effect of current on surface roughness is more noticeable than the effect of frequency.
As obviously shown in Fig. 8, there is an inverse relationship between frequency and surface roughness and increase in voltage has no great effect on surface roughness. The desired surface roughness will be obtained by changing the frequency and having a fixed voltage.
8. Surface topography
Since fast melting of the workpiece surface occurs during the electrical discharge process and then its fast freezing because of the presence of dielectric surface defects like crack, hole, residual stresses, pits and holes create on the workpiece surface. Fast freezing of the workpiece surface and the presence of oil based dielectric produce a martensite layer on the workpiece surface. These surface defects increase surface roughness, abrasion resistance, corrosion, and micro cracks on the workpiece surface. The effect of pulse current on the surface topography is illustrated in Figs. 9 and 10 with a resolution of 500 and the same machining conditions. According to these figures, an increase in current leads to increase in spark energy as well as the depth of the holes generated on the workpiece surface and it consequently increases surface roughness, pits and holes, and surface cracks. The concentration of particles between tool and workpiece rises with an increase in current and pulse on time and consequently it brings more instability either in the form of short circuit or arc discharge in EDM and the machined surface becomes rougher and more uneven. Considering the topography given in these figures, surface roughness and surface quality are changed by variation of pulse current and frequency and finally the desired amount will be achieved.
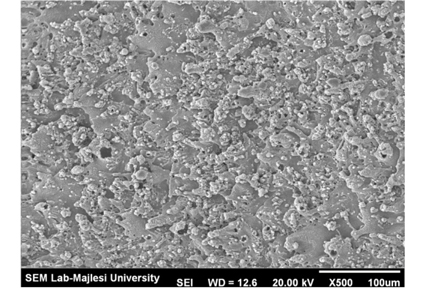
Effect of current variation on surface topography (current 4 A, voltage 75 V, pulse frequency 1 KHz)
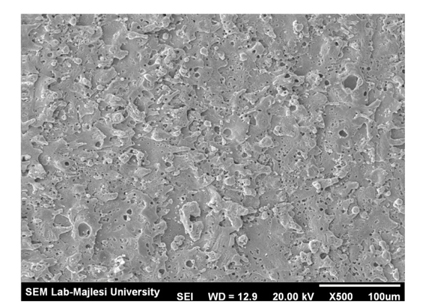
Effect of current variation on surface topography (current 12 A, voltage 75 V, pulse frequency 1 KHz).
9. Conclusion
In the present study, the effects of the main parameters including current, voltage and frequency on the surface roughness as a response variable were analyzed for electrical discharge machining of CK45 steel using kerosene as dielectric and copper electrode. DOE technique with non linear regression model was used to estimate the process responses. It was concluded that the most important and effective parameter for surface roughness is pulse current. Surface roughness enhance with an increase in pulse current because of an increase in spark discharge energy. The following results obtained after performing experiments and analysis:
The proper regression model with an error of about 5% derived by which calculated surface roughness. Therefore, it prevents industries from conventional trial and error methods.
Increase in current and voltage leads to increase in surface roughness while if frequency increases surface roughness decrease.
Current is more effective on surface roughness in comparison with the voltage and frequency. Specifically, voltage is not much effective for surface roughness.
A simultaneous increase in current and frequency greatly impacts on surface roughness.
On the other hand, the effect of simultaneous increase in other parameters is negligible.
The relation of current and frequency with surface roughness is non linear while it is linear for in voltage.
References
Gostimirovic, M. Kovac, P. Sekulic, M. Skoric, B. Influence of discharge energy on machining characteristics in EDM, Journal of Mechanical Science and Technology, 26, 173-179(2011).
Gostimirovic M., Kovac P., Sekulic M., Skoric B.. Influence of discharge energy on machining characteristics in EDM. Journal of Mechanical Science and Technology (2011);26:173–179.Ghose, J. Sharma, V. Kumar, N. Krishnamurthy, A. Kumar, S. Botak, Z. Taguchi-fuzzy based mapping of EDM-machinabilIty of aluminum foam, Tehnicki vjesnik / Technical Gazette; 18, 595-600(2011).
Ghose J., Sharma V., Kumar N., Krishnamurthy A., Kumar S., Botak Z.. Taguchi-fuzzy based mapping of EDM-machinabilIty of aluminum foam. Tehnicki vjesnik / Technical Gazette (2011);18:595–600.Abedi, E. Daneshmand, S. Lotfi Neyestanak A. A. Monfared, V. Analysis and modeling of electro discharge machining input parameters of Nitinol shape memory alloy by De-ionized water and copper tools, Journal of electrochemical science, 9, 2934-2943 (2014).
Abedi E., Daneshmand S., Lotfi Neyestanak A. A., Monfared V.. Analysis and modeling of electro discharge machining input parameters of Nitinol shape memory alloy by De-ionized water and copper tools. Journal of electrochemical science (2014);9:2934–2943.Elman, C. Jameson. Electrical discharge machining, Society of Manufacturing Engineers, (2001).
Elman C. Jameson. Electrical discharge machining Society of Manufacturing Engineers; (2001).Amorim, F.L. Weingaertner, W.L. Die-sinking electrical discharge machining of a high-strength copper- based alloy for injection molds. Journal of the Brazilian Society of Mechanical Sciences and Engineering, ; XXVI (2), pp. 137-144(2004).
Amorim F.L., Weingaertner W.L.. Die-sinking electrical discharge machining of a high-strength copper- based alloy for injection molds. Journal of the Brazilian Society of Mechanical Sciences and Engineering (2004);XXVI(2):137–144.LotfiNeyestanak, A. A. and Daneshmand, S. The effect of operational cutting parameters on Nitinol-60 in wire electro discharge machining, Advances in Materials Science and Engineering, Vol. 2013, pp. 1-6.
LotfiNeyestanak A. A., Daneshmand S.. The effect of operational cutting parameters on Nitinol-60 in wire electro discharge machining. Advances in Materials Science and Engineering 2013:1–6.Ashish, M.W. George, P.M. Raghunath, B.K. Manocha, L.M. Warrierc, A.M. EDM machining of carbon-carbon composite - aTaguchi approach, Journal of Materials Processing Technology, 145, 66-71(2004).
Ashish M.W., George P.M., Raghunath B.K., Manocha L.M., Warrierc A.M.. EDM machining of carbon-carbon composite - aTaguchi approach. Journal of Materials Processing Technology (2004);145:66–71. 10.1016/S0924-0136(03)00863-X.Kibria, G. Sarkar, B.R. Pradhan B.B. Bhattacharyya, B. Comparative study of different dielectrics for micro-EDM performance during microhole machining of Ti-6Al-4V alloy, Journal of Advanced Manufacturing Technology, 48, 557-570 (2010).
Kibria G., Sarkar B.R., Pradhan B.B., Bhattacharyya B.. Comparative study of different dielectrics for micro-EDM performance during microhole machining of Ti-6Al-4V alloy. Journal of Advanced Manufacturing Technology (2010);48:557–570. 10.1007/s00170-009-2298-y.Lin, Y.C. Hwang, L. R. Cheng, C.H. Su, P.L. Effects of electrical discharge energy on machining performance and bending strength of cemented tungsten carbides, Journal of Materials Processing Technology, 206, 491-499(2008).
Lin Y.C., Hwang L. R., Cheng C.H., Su P.L.. Effects of electrical discharge energy on machining performance and bending strength of cemented tungsten carbides. Journal of Materials Processing Technology (2008);206:491–499. 10.1016/j.jmatprotec.2007.12.056.Ghanem, F. Braham, C. Sidhom, H. Influence of steel type on electrical discharge machined surface integrity, Journal of Materials Processing Technology, 142, 163-173 (2003).
Ghanem F., Braham C., Sidhom H.. Influence of steel type on electrical discharge machined surface integrity. Journal of Materials Processing Technology (2003);142:163–173. 10.1016/S0924-0136(03)00572-7.Tomadi, S.H. Hassan, M.A. Hamedon, Z. Daud, R. Khalid, A.G. Analysis of the influence of EDM parameters on surface quality, material removal rate and electrode wear of tungsten carbide, International Multi Conference of Engineers and Computer Scientists, Hong Kong, March, 18-20(2009).
Tomadi S.H., Hassan M.A., Hamedon Z., Daud R., Khalid A.G.. Analysis of the influence of EDM parameters on surface quality, material removal rate and electrode wear of tungsten carbide In : International Multi Conference of Engineers and Computer Scientists; March, 18-20; Hong Kong; (2009).LotfiNeyestanak, A.A. Daneshmand, S. Adib Nazari, S. The effect of operational cutting parameters in the wire electro discharge machining (WEDM) on micro hardness of alloy surface layer, Journal of Advanced Design and Manufacturing Technology, 2, 51-58(2009).
LotfiNeyestanak A.A., Daneshmand S., Adib Nazari S.. The effect of operational cutting parameters in the wire electro discharge machining (WEDM) on micro hardness of alloy surface layer. Journal of Advanced Design and Manufacturing Technology (2009);2:51–58.Lee, S.H. Li, X.P. Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide, Journal of Materials Processing Technology, 115, 344-358(2001).
Lee S.H., Li X.P.. Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide. Journal of Materials Processing Technology (2001);115:344–358. 10.1016/S0924-0136(01)00992-X.Kao, J.Y. Tsao, C.C. Wang, S.S. Hsu, C.Y. Optimization of the EDM parameters on machining Ti-6Al-4V with multiple quality characteristics, Journal of Advanced Manufacturing Technology, 47, 395-402(2010).
Kao J.Y., Tsao C.C., Wang S.S., Hsu C.Y.. Optimization of the EDM parameters on machining Ti-6Al-4V with multiple quality characteristics. Journal of Advanced Manufacturing Technology (2010);47:395–402. 10.1007/s00170-009-2208-3.